
第3節 基礎技術の研究・開発
第2項 鋳造技術の研究
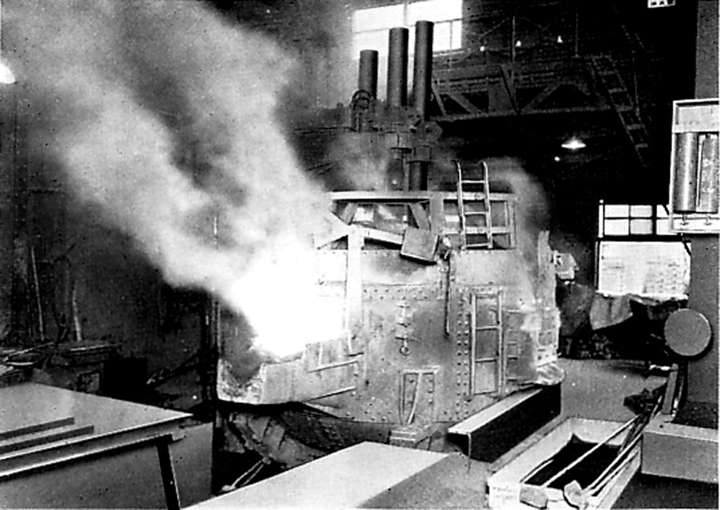
豊田自動織機製作所では、1927(昭和2)年の操業開始後まもなく、豊田喜一郎の指示により1.5トンのアーク式電気炉を導入し、この電気炉で溶解した鋳鉄を使用していた。電気炉鋳鉄は、溶銑炉(キューポラ)鋳鉄と比べて抗張力や硬度など、機械的性質に優れた鋳物が得られた。さらに、1930年には電気炉で精錬した合金鋳鉄を紡績機械の部材に用いるようになった。1
豊田自動織機製作所の電気炉鋳鉄の採用は、草創期からの鋳造技術者である原田梅治によると、わが国最初のことであった。2その後、1933年初めに大同電気製鋼所(現・大同特殊鋼)へ3トンのアーク式電気炉(800kVA)を注文した際、「鋳鉄溶解用の電気炉などは作っていない」との返事が大同側からあったと伝えられている。電気炉メーカーでさえ、電気炉鋳鉄を知らない時期であった。
大同電気製鋼所製の電気炉が豊田自動織機製作所の鋳物工場に据え付けられるとともに、喜一郎はさらなる電気炉鋳鉄の研究を指示した。目的は、シリンダーブロック用の合金鋳鉄をつくり出すことである。シボレー・エンジンのシリンダーブロックを成分分析し、その分析結果に基づき電気炉で溶解して鋳物を試作した。そして、試作鋳物の成分を分析・確認するという、溶解と成分分析の繰り返しのため、鋳物工場で成分分析ができるように担当者を配置した。こうした努力によって、「A型エンジン」のシリンダーブロックの材料は、シボレー・エンジンのシリンダーブロックと同じ配合成分の特殊鋳鉄(ニッケル・クローム鋳鉄)が再現された。
続いて、1934年5月からシリンダーブロック鋳物の試作を開始した。同年3月に帰国した大島理三郎取締役が米国から持ち帰った小指大ほどの油中子を参考に、A型エンジンのシリンダーブロック鋳造用の油中子が作られた。その中子造型も困難を伴うものであった。
米国の鋳物関係雑誌"Foundry"や"Foundry Trade Journal"などから、油中子に関する知識は得ていたが、実物を見るのは初めてであった。砂に混ぜる乾性油は、紙を貼った提灯や唐傘に塗る防水用の桐油を使用することとし、岐阜の唐傘屋から購入した。これを知多半島内海海岸の浜砂に混ぜて油砂を作った。この油砂を木型に入れて造型し、陶器用の焼成炉で焼いた。桐油の混合率や焼成の温度や時間を一つひとつ変えながら、油中子製作の要領を会得していった。また、3つのシリンダーとクランク・ルームの中空部を一体に形成した油中子は、大きくて重いだけでなく、非常に作りにくいため、シリンダー配列方向で縦半割りにした形に変更した。3
ようやくシリンダーブロックの鋳物ができるようになったのは、1934年8月であった。しかし、機械加工工程でシリンダー内面のボーリング加工を行うと、巣4が現れて不良となった。シリンダーブロックを10個鋳込んでも、機械加工で合格するのは1~2個であり、G1型トラックを発表した1935年11月当時も似たような状況であった。
シリンダー内面をさらに削り込んで鋳物巣の状態を観察したところ、巣がなくなることがわかった。そこで、製鋼部研究室における材料試験で確認したうえで、削り代を多くした鋳型に変更した結果、ほとんど鋳物巣不良がなくなった。このような試行錯誤の繰り返しによって、基礎技術を確立していったのである。
駆動・足まわり関係に用いられる可鍛鋳鉄(マリエブル)部品については、当初外注に依存していたが、内製に切り換えることになった。可鍛鋳鉄は、普通鋳物鋳鉄と含有成分が異なるが、成分分析を迅速に行う方法がなく、成分の調整が難しかった。溶解された鋳鉄から試料を採取し、その成分を判断するには、専門的な知識が必要であったため、外部から製造経験者を招き、内製に切り替えることができた。
1937年、喜一郎は、フォード社が採用していた鋳鋼製クランクシャフトの研究を指示した。製鋼所の高周波誘導炉で鋼を溶解し、鋳型にその湯を注いで試作を行った。鋳鋼は、溶解状態の粘性が高いので、鋳型内に行き渡らせるのが難しいことに加え、凝固時の収縮が著しいため、鋳物巣ができやすく、鋳鋼製クランクシャフトの製造には大変な苦労を要した。
挙母工場の完成後は、刈谷の豊田自動織機製作所で作った鍛造製クランクシャフトを用いる一方、第2特殊鋳物工場(鋳鋼工場)で鋳鋼製クランクシャフトの研究を続けた。しかし、鋳鋼製クランクシャフトは、機械加工工程での鋳物巣を埋める手直しが多く、1本に60個の穴埋めを施したものもあった。結局、鋳鋼製では満足なクランクシャフトができず、刈谷の製鋼所で製造された鍛造品も使われた。
鋳物製クランクシャフトの製造技術の確立は、太平洋戦争後まで待たなければならない。1953年1月にダクタイル鋳鉄(DCI)の技術が導入され、1959年10月にダクタイル鋳鉄製クランクシャフトを採用した「P型エンジン」の完成により、念願の鋳物製クランクシャフトが実用化された。